工业污垢的清洗,从原理上可分为物理方法和化学方法。
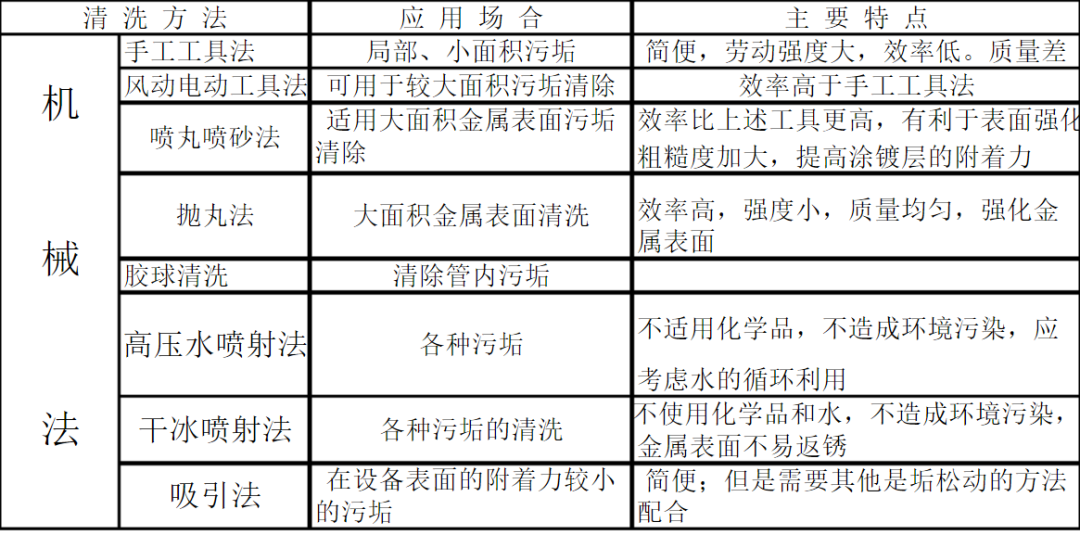
物理方法:借助机械力、声波、热力、光等以及单纯物理溶解。
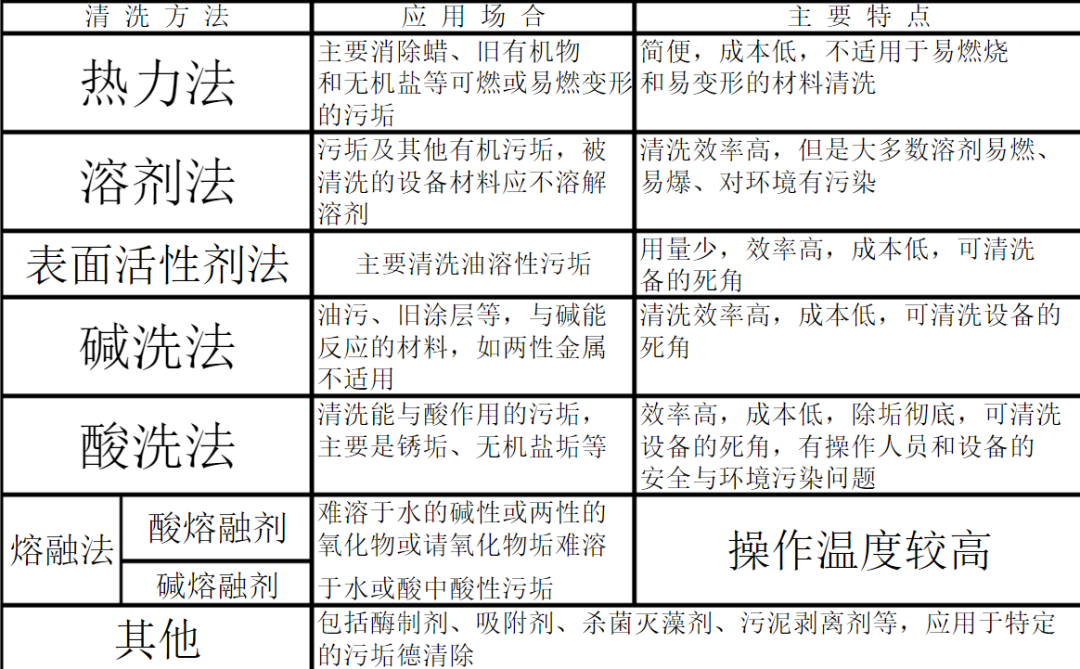
化学方法:包括酸碱反应、氧化还原反应、配合反应等以除去污垢的方法:也包括借助电化学、酶及微生物等的作用而清洗污垢的方法。
一、工业清洗剂的技术要求
(1) 清洗污垢的速度快,污垢彻底。
(2)对清洗对象的损伤应在生产许可的限度内,对金属可能造成的腐蚀有相应抑制措施。
(3)清洗所用药剂便宜易得,并立足于国产化:清洗成本低,不造成过多的资源消耗。
(4) 清洗剂对生物与环境无毒或低毒,所生产的废气,废液与废渣,应能够被处理到符合国家相关法规的要求。
(5) 清洗条件温和,尽量不依赖于附加的强化条件,如对温度、压力、机械能等不需要过高的要求。
(6)清洗过程不在清洗表面残留 下不溶物,不产生新污渍,不形成新的有害于后续工序的覆盖层,不影响产品的质量。
(7) 不产生影响清洗过程及现场卫生的泡沫和异味。
二、典型的工业清洗案例
化工生产装置开车前的清洗
化工清洗前的准备
A:清洗对象的改造:将被清洗对象中易受清洗液腐蚀损害的部件,如调节阀、流量计、压力表、各种传感器探头,过滤器芯(网)及单向阀的阀芯拆除,对拆下的部件,根据要求分别进行清洗,以备安装复位。
B:公用工程条件:按要求准备好水、电、蒸汽、压缩空气、氮气及工程用料。
C:临时清洗系统:包括清洗泵站的选型、清洗循环回路的连接等。
化学清洗程序及工艺条件
系统水压检漏及水冲洗一脱脂一-水冲洗一-酸洗一水冲洗一漂洗一中和钝化一检查及人工处理
A:脱脂:且的是除去系统内的机械油、石墨脂、油涂层及防锈油等油污,以保证酸洗均匀。
B:漂洗:且的是除去系统内在用水冲洗过程中形成的浮锈,使系统总铁离子浓度隆低,以保证钝化效果。
C:中和钝化:防止二次浮锈。
生成装置开车后的清洗
污垢的情况:已远行1~2年以上的化工装置,常常粘有硫化亚铁、铁的氧化物、铜的氧化物垢屑及油垢等。
铁锈和铜垢的清洗:大多数用酸洗
硫化亚铁垢的清洗:以40~60℃/h速度急剧升温,达到300℃保持1~2h,再使温度下降,然后进行敲击作业。升温目的是使垢屑脆化,同时烧掉残油以提高敲击造成的裂解效果,但要注意在升温过程中防止加热管过热。在敲击完毕后,再用表面活性剂进行清洗。
油垢的清洗:石油化工设备表面的碳氢化合物油垢一般用溶剂油、热水循环
三、化学清洗废液、固体废物、废气的方法
化学清洗废液的处理方法,可以采用物理的,化学的,物理化学以及生物的方法。
碱性废液的处理方法
A:碱性的处理:将碱性废液与酸洗废液相互中和,是PH=6~7;;采用投药中和;采用烟道气中和碱性废液
B:油份处理:破乳一油水分离一水质净化
C:化学耗氧(COD)的处理
酸性废液的处理方法
A:酸性的处理
B:化学耗氧(COD)的处理
固体废液的处理方法
采用预处理技术、化学处理技术、焚烧处理技术、热解处理技术、微生物分解技术
废气的处理方法
目前、国内对气体污染物的处理方法主要有吸收发、吸附法、催化法、燃烧法。处理方法的选择取决于有害气体的化学和物理性质、浓度、排放量、排放标准。
一般安全守则
1.现场采样安全守则
2.防止中毒的安全守则
3.防止燃烧和爆炸的安全守则
4.防止化学灼伤、烫伤与割伤的安全守则
5.使用电器设备的安全守则
6.防火和灭火的一般方法







